|
专业@@3D打印@@服务@@
- 雷竞技@@官网@@app 抄数服务@@
- 3D建模@@设计服务@@
- 医学@@3D打印@@
- 雷竞技@@客户端@@
- 雷竞技@@官网@@网站下载@@
- ABS-M30
- PC材料@@
- 类@@POM高@@硬度@@@@、难燃@@、耐高@@温@@系列等@@特种材料@@@@
- PA3200GF玻纤@@
- Alumide铝填充尼龙@@@@
- PA 2200尼龙@@
- 碳纤维材料@@@@
- Peek材料@@
- 白色光@@敏树脂材料@@@@
- 透明光@@敏树脂材料@@@@
- 全彩雷竞技@@官网@@网站下载@@@@
- 类@@橡胶材料@@@@
- 高@@清超精细塑料打印@@材料@@@@
- 钛合金@@Ti64
- 模具钢@@MS1
- 镍合金@@in718
- 不锈钢@@GP1
- 铝镁合金@@AlSi10Mg
- 钴铬合金@@COCR alloy
- 青铜@@ 贵金属@@@@
- 铸造蜡质材料@@@@
- 陶瓷雷竞技@@官网@@网站下载@@@@
- 全彩色石膏复合材料@@@@
- 表@@面处理及后期加工@@@@
- 行业应用@@
雷竞技@@客户端@@
技@@术@@@@与@@原理@@
循环往复@@,逐层@@堆叠@@,直至三维实体零件烧@@结@@完成@@。
雷竞技@@客户端@@
技@@术@@@@可大致分为两个主@@要@@大类@@@@:粉@@末@@床熔合技@@术@@@@@@(Powder bed fusion,PBF)和定向能量沉积技@@术@@@@@@(Directed energy deposition,DED)。这两种技@@术@@@@都可以根据所使用的@@能源类@@型进一步分类@@@@。在@@ PBF 技@@术@@@@中@@,热@@能选@@择@@性@@地熔化粉@@末@@层@@区域@@。PBF技@@ 术@@ 的@@ 主@@ 要@@ 代@@ 表@@ 性@@ 工@@ 艺@@ 有@@ : 选@@ 择@@ 性@@ 激@@ 光@@ 烧@@ 结@@(Selective Laser Sintering,SLS)、选@@择@@性@@激@@光@@熔化@@成形@@(Selective Laser Melting,SLM)、直接金属@@激@@光@@烧@@结@@@@(Direct Metal Laser Sintering,DMLS
)和电@@子@@束@@熔@@化成形@@@@(Electron beam melting,EBM)。在@@ DED技@@术@@@@中@@,通过使用聚焦的@@热@@能来熔化材料@@@@(粉@@末@@或丝@@
状@@)而沉积@@。一些常用的@@@@ DED 技@@术@@@@包括激@@光@@工@@程化净成形@@(Laser engineered net shaping,LENS)、直接金属@@沉积@@(
Direct metal deposition,DMD)、电@@子@@束@@自由成形制造@@(Electron beam free form fabrication,EBFFF)和电@@弧增材制造@@。目前商用雷竞技@@客户端@@@@
采用的@@技@@术@@@@是以下三种@@:
1)选@@择@@性@@激@@光@@熔化@@(Selective Laser Melting ,SLM)
2)直接金属@@激@@光@@烧@@结@@@@技@@术@@@@@@(Direct Metal Laser Sintering,DMLS)
选@@择@@性@@激@@光@@熔化@@(SLM)和直接金属@@激@@光@@烧@@结@@@@@@(DMLS)是属于粉@@末@@床融合@@3D打印@@族的@@两种金属@@增材制造工@@艺@@@@。这两种技@@术@@@@有@@许多@@相似之处@@:都使用采用@@ Yb(镱@@)光@@纤激@@光@@扫描并选@@择@@性@@地熔融@@(或熔化@@)金属@@粉@@末@@颗粒@@,将它们粘合在@@一起并逐层@@构建零件@@。 直接金属@@激@@光@@烧@@结@@@@(DMLS)是一种利用高@@能量的@@激@@光@@束@@@@(200 W),根据三维模型数据直接烧@@结@@金属@@粉@@末@@薄层@@@@(20~60 μm)形成致密的@@实体零件@@,DMLS与@@SLM的@@原理基本相同@@,主@@要@@区别在@@于粉@@末@@的@@性@@质@@。
雷竞技@@客户端@@ 视频@@
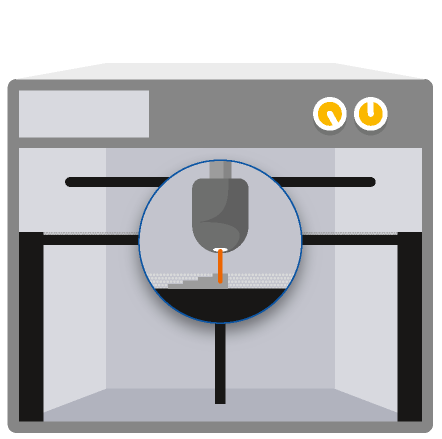
技@@术@@@@工@@艺@@原理@@:SLM技@@术@@@@是利用金属@@粉@@末@@在@@激@@光@@束@@的@@热@@作用下完全熔化@@、经冷却凝固而成型的@@一种技@@术@@@@@@。激@@光@@束@@扫描开始前@@,利用铺粉@@辊均匀地在@@成形缸的@@基板上铺上一层@@很薄的@@金属@@粉@@末@@@@,计算机@@控制激@@光@@束@@对当前层@@进行选@@择@@性@@激@@光@@熔化@@@@,熔化的@@金属@@粉@@末@@冷却固化后@@,成形缸降低一个单位高@@度@@@@,粉@@料缸上升一个单位高@@度@@@@,铺粉@@辊在@@加工@@好的@@片层@@之上重新铺好金属@@粉@@末@@@@,激@@光@@束@@开始扫描新一层@@@@,如此@@层@@层@@叠加@@,直至整个零件成形@@。SLM 的@@整个加工@@过程在@@惰性@@气体保护的@@加工@@室中进行@@,以避免在@@高@@温@@下金属@@发生氧化@@。
DMLS:通过使用高@@能量的@@激@@光@@束@@再由@@3D模型数据控制来局部熔化金属@@基体@@,同时烧@@结@@固化粉@@末@@金属@@材料@@并自动地层@@层@@堆叠@@,以生成致密的@@几何形状@@的@@实体零件@@。DMLS是金属@@粉@@体成型@@,有@@同轴送粉@@和辊筒送粉@@两类@@@@。同轴送粉@@的@@技@@术@@@@适合制造分层@@厚度@@在@@@@1mm以上物件@@,大型的@@金属@@件@@。辊筒送粉@@的@@产品精细度@@高@@@@,适合制造小型部件@@,因为制造过程部件很容易热@@变形@@。

循环往复@@,逐层@@堆叠@@,直至三维实体零件烧@@结@@完成@@。
3)电@@子@@束@@熔@@化成形@@技@@术@@@@@@(Electron beam melting technology,EBM)
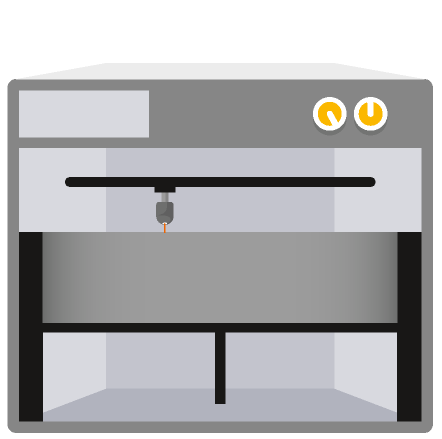
电@@子@@束@@熔@@化成形@@(EBM)是另一种以@@ PBF为基础的@@增材制造工@@艺@@@@,在@@真空环境中@@,采用高@@能高@@速的@@电@@子@@束@@选@@择@@性@@地熔化金属@@@@ 粉@@末@@层@@或金属@@丝@@,熔化成形@@,层@@层@@堆积直至形成整个实体金属@@零件@@。在@@ EBM 中加热@@的@@钨丝发射高@@速电@@子@@@@,然后由两个磁场控制@@,即聚焦线圈和偏转线圈@@。聚焦线圈作为磁性@@透镜@@,将光@@束@@聚焦到所需直径至@@ 0.1 mm,而偏转线圈使聚焦光@@束@@在@@所需点偏转以扫描金属@@粉@@末@@@@。当电@@子@@高@@速撞击金属@@粉@@末@@时@@,它的@@动能转化为热@@能@@,熔化金属@@粉@@末@@@@。

技@@术@@@@工@@艺@@原理@@:先将平台加热@@到一定温@@度@@后@@,按预@@设厚度@@均匀地将金属@@粉@@末@@铺在@@平台上@@,每个粉@@末@@层@@扫描分为预@@热@@和熔化两个阶段@@。在@@预@@热@@阶段@@,通过使用高@@扫描速度@@的@@@@ 高@@ 电@@ 子@@ 束@@ 多@@ 次@@ 预@@ 热@@ 粉@@ 末@@ 层@@ ( 预@@ 热@@ 温@@ 度@@ 高@@ 达@@0.4~0.6Tm);熔化阶段@@,用低扫描速度@@的@@低电@@子@@束@@来熔化金属@@粉@@末@@@@@@。当一层@@扫描完成后@@,台面下降@@,重新铺放金属@@粉@@末@@层@@@@,重复该过程直到形成所需的@@金属@@部件@@。EBM整个工@@艺@@在@@@@102~103 Pa 的@@高@@真空下进行@@。
金属@@雷竞技@@官网@@网站下载@@@@
:不锈钢@@GP1、铝合金@@、模具钢@@MS1、钛合金@@Ti64、高@@温@@合金@@、铝镁合金@@AlSi10Mg、镍合金@@in718、青铜@@ 贵金属@@@@等@@
雷竞技@@客户端@@
流程图@@

1)室壁厚度@@@@
在@@3D打印@@中@@,壁厚是指模型的@@一个表@@面与@@相对的@@透明表@@面之间的@@距离@@。 通常您可以使用的@@最小壁厚为@@1 mm。 适用的@@最小壁厚可能会因零件的@@几何形状@@和尺寸等@@因素而有@@所不同@@。 这样没有@@最大壁厚@@,但请记住@@,较厚的@@区域可能会增加零件的@@应力@@,这可能会导致变形并可能导致不稳定的@@构建过程@@。
2)细节大小@@
使用雷竞技@@客户端@@@@
(M3DP)在@@打印@@时@@,可以获得非常精细的@@细节@@(小至@@0.5 mm)。 细节大小@@是指模型表@@面与@@细节表@@面之间的@@距离@@。 字母也被视为细节@@,但它们的@@规格取决于它们是雕刻还是压花@@。 对于雕刻文字或表@@面细节@@,我们建议字母的@@最小线宽为@@0.4毫米@@,最小总高@@度@@为@@0.4毫米@@,最小深度@@为@@0.15毫米@@。 对于浮雕文字或表@@面细节@@,我们建议字母的@@线条厚度@@至少为@@0.4毫米@@,整体高@@度@@至少为@@0.4毫米@@,深度@@至少为@@0.15毫米@@。
3)表@@面质量和方向@@
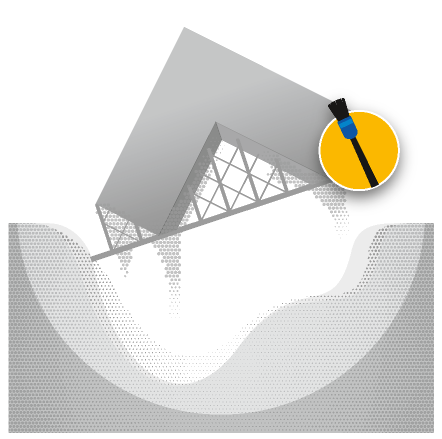
零件的@@堆积方向对表@@面质量有@@很大影响@@,因为它定义了零件表@@面相对于水平面或底板的@@方向@@。 相对于构建板测量小于@@45°的@@角度@@@@(β)倾向于导致较差的@@表@@面质量@@,而大于@@45°的@@陡角可能具有@@更好@@,更光@@滑的@@表@@面@@。 悬垂结@@构@@(例如桌子@@的@@下侧@@)可能具有@@差的@@表@@面质量@@。
4)热@@诱导应力@@
您在@@@@3D模型进行雷竞技@@客户端@@@@
,这基本上是一种分层@@焊接工@@艺@@@@。 分层@@粉@@末@@熔化及其固化在@@熔化的@@粉@@末@@冷却时导致热@@致应力@@。 不适合@@M3DP的@@设计可能由于大的@@热@@致应力而导致构建失败和@@/或部件变形@@。 因此@@,在@@设计零件时必须考虑特定于工@@艺@@的@@限制@@。 我们建议您在@@@@设计中将边缘修圆或填角@@,最小半径为@@3 mm。 此外@@,出于同样的@@原因避免锋利的@@边缘@@。 尽量避免大量材料@@堆积@@,并且通常有@@利于有@@边形设计的@@有@@机@@形状@@@@
5)尺寸精度@@@@
尺寸精度@@@@与@@模型的@@细节无关@@,但与@@标称测量的@@偏差无关@@。 3D打印@@的@@一般精度@@为@@±0.2%(下限为@@±0.2 mm)。 请注意@@,由于设计不符合禁书@@D打印@@(M3DP)和高@@热@@应力@@,也可能出现形状@@偏差@@。
6)支撑@@
雷竞技@@客户端@@
(M3DP)是一种分层@@制造工@@艺@@@@。 该部件是根据数字文件逐层@@构建的@@@@。 根据零件表@@面的@@方向@@,可能需要@@支撑@@结@@构@@,这些结@@构也必须在@@制造过程中进行打印@@@@。 支撑@@结@@构使您的@@模型在@@打印@@过程中与@@构建平台刚性@@连接并吸收内部应力@@,同时还可防止零件变形@@。 通常需要@@支持相对于构建平台测量角度@@低于@@45°的@@壁或悬垂@@,否则会导致构建错误@@。 成功构建零件后@@,移除支撑@@件并对部件进行喷砂@@处理@@。 移除支撑@@结@@构的@@一些痕迹可能仍然可见@@。
7)粉@@末@@去除@@
制作空心模型时@@,重要@@的@@是在@@设计中至少包含一个孔@@,以便可以去除腔内包含的@@未使用的@@粉@@末@@@@。 尽量使用最小@@1毫米@@的@@壁厚@@,并保持至少一个最小直径为@@3毫米@@的@@开口@@。 该开口将用作被困打印@@部件内未使用的@@粉@@末@@的@@出口@@。 较大且复杂的@@空腔需要@@具有@@较大直径的@@多@@个孔@@,优选@@为@@7mm。 模型中心的@@孔通常是最好的@@@@,因为它们可以去除大部分粉@@末@@@@。 必须避免在@@中空部分区域中的@@粉@@末@@捕集器@@,以便能够完全去除中空部分内的@@粉@@末@@@@。
4、雷竞技@@客户端@@ 后处理效果@@:打磨@@、抛光@@@@、喷砂@@,哑光@@@@、亮光@@处理@@。欢迎咨询@@!